承载式车身
时间: 2024-08-02 05:37:41 | 作者: 环球直播app
产品概述:
车架、车身为一个整体结构,重量轻,相对省油,如今大部分民用车型采用这种结构。

车体的刚性和载重能力相对较弱,所以一般专业越野车和货物运输车辆不采用这种结构。
如今承载式车身通过不同强度钢材的运用,发生碰撞时通过吸能、溃缩等方式保证车内人员安全,与非承载车身相比,安全性并不差。
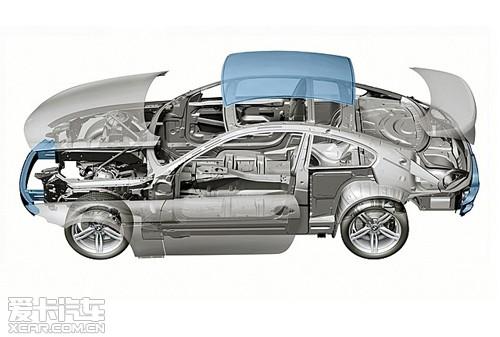
车身覆盖件就是覆盖在车身表面上的部件,主要起到装饰和遮挡作用,例如车顶、翼子板、发动机盖等。这些表面的钢板对车身强度影响较小。
车身结构件隐藏在覆盖件下,主要起到支撑和抗冲击作用,分布在车身各处的钢梁是结构件的一种。钢板厚度和材质规格都比车身覆盖件高,有些钢板围成一个闭合断面结构,这些钢梁将不同强度钢材焊接在一起是为了形成有效吸能区,可在碰撞时吸收撞击能量。还有一些钢梁并不全是断面结构,设计成不一样的形状来承受特定方向的力。
一体式车架本来就比梯形车架在重量方面大幅度下降,并由于越来越厉害的能源危机和越来越严格的排放量,汽车的重量一直是设计师最关心的问题之一,所以一体式车架也越做越轻,而在车架重量越来越低的同时,其刚性却在逐步的提升。这一方面得益于车架结构的设计越来越合理,另一方面也是因高强度钢材的应用。同为钢材,强度却有高低之分,同样是钢材,但含碳的成分,合金的成分或者制造、热处理的方式不一样,其承载负荷强度就会有很大的差异。比如中强度低合金钢(Medium-strength low-alloy steel MSLA)在熔化过程中加入了磷和锰合金成分,常被用作车体的外壳;而高强度低合金钢(High-strength low-alloy steel HSLA)则掺入了稀有金属钛和铌,强度能够达到中强度低合金钢的两倍,另外,加工的方法不一样也会导致钢制材料在成型的过程中出现强度的变化,比如以高水压压制的钢材在强度上就要优于高重量压模机压制的钢材。

2012年03月20日,临沂沂星电动公交车加盟青岛公交车队。这种新 型公交比一般公交车轻2吨多,是岛城最轻的公交车。它的抗撞击能力也是顶尖的,是我国目前最安全的公交车之一。
这种新型电动公交车采用全承载式铝合金车身,使用整车轻量化技术。全承载式车身技术被形象地称为鸟笼结构,框架就像飞机的框架一样,是用一圈圈完整的铝镁条来围成,然后外面再安装上整体外壳。 传统的客车在受撞击时底盘会移位,而全承载客车的无底盘结构使其在受力时能将力迅速分解到全身各处,其钢件设施的抗扭曲强度也是其他普通汽车的3-6倍,因此被视为我国目前最安全的公交车之一。由于没传统的底盘大梁结构,温馨巴士纯电动公交车车身重量更轻,底盘一看就比其他车辆低了很多,所以更便利乘客的上下车。而同样车身高度的产品能做到车内净高最大化,车窗视野最大化,有效地增大车内的流动空间和车外视觉空间。
全承载车身与传统的车身结构不同,在制作工艺上有显着区别。客车公司对车身设计已形成各自的设计准则,但基本要求是一致的:
3)车身结构件主要是采用低碳钢、低合金结构钢的冷拔或高频焊接矩形管组成。
4)前后围、侧围、车顶五大片除尺寸不一样,结构绝大多数都是相同的。因此,在制作工艺上能轻松实现单一车型和多种车型的批量生产。
制作工艺过程为:矩形管除油,矩形管下料,矩形管弯曲,小总成焊接;格栅式底架和前后围、左右侧围、车顶焊接;车身总拼;车身补焊件,打磨、校正。装焊必须在焊接工装上进行,这样才可以控制各部件的相对位置尺寸,并能有效控制焊接收缩、变形。需掌握的工艺如下。
矩形管下料前必须除去表面油脂,这样能减少焊接气孔等焊接缺陷,同时能减少焊接烟尘对作业场所的污染。油基清洗剂易燃,安全性较差,现在倾向于水基清洗剂。为提高效率、降低劳动强度,有的单位已采用超声波振动脱脂。除油后需要保持矩形管在一段时间内不生锈。
矩形管下料,重点控制的是下料尺寸、角度。其下料的准确程度关系到小总成乃至车身总成的尺寸准确程度。下料设备一般都会采用带式锯床、盘式锯床、弓式锯床。
底架的截面梁、连接梁小总成焊接,一定要使用焊接夹具来保证其控制尺寸,焊接后需对平面焊缝进行打磨,以便部件总成能准确放入下道工序的焊接工装内。在打磨后,采用火焰校正和锤击的方法校正相关的尺寸和平面度。
底架总拼是在底架总拼夹具上进行,将各截面梁、连接梁按顺序放入工装,进行适当地调整定位并夹紧。在工装上先进行上面和两侧面的焊接,吊到高架上再进行底部焊接。
前后围弯管的圆弧半径一般属渐变值不是确定值,弯曲一般都会采用液压仿形弯管机及数控弯管机。车顶、侧围弯管的圆弧半径是确定值。弯曲工序通常用冲压模具进行,有公司使用辊弯机对矩形管进行辊弯。进行小批量生产的公司可使用液压校正机进行手工控制压形。弯曲成型的矩形管,需用液压校正机进行校正,并使用卡板进行检测验证。上述工序完成后,可以在夹具上进行各大总成的焊接,焊后进行打磨、校正。
全承载车身焊接必须在工装上进行,才能控制各部件的相对位置尺寸,有效控制焊接收缩,提升工作效率。工装一般由夹具体、定位单元、夹紧单元组成。夹具体能够使用铸件,也能够使用型材焊接。由于全承载车身大部分是冷拔或高频焊接矩形管组成,矩形管的截面尺寸公差不大,定位单元大部分可采用U形或L形矩形管定位块,前后悬架部分可采用孔导向定位。夹紧装置一般都会采用手动方式、气动方式和液压方式。手动夹紧的夹紧力不大,工作效率低,一般焊接小总成时采用;气动夹紧的夹紧力大,速度快,但是力度不稳定,在进行尺寸位置调整时容易松动;液压夹紧的夹紧力大且稳定,是大型拼焊工装常采用的,不足之处是易泄漏,造成污染。很多专业厂家制作了不一样、不一样的规格的夹紧元件,供客车公司或夹具生产厂商选用。底架总拼夹具一般为分块可置换式结构,作适当的置换和调整,就能够直接进行不同轴距、不同悬架底架的生产。
车身总拼焊接工序,批量生产的公司是在工装夹具上进行。大多数公司使用的是平移式总拼夹具,其五大片在其他夹具上焊接,总拼夹具只进行几大总成的对接。制造高档客车车身的公司使用液压翻转举升式总拼工装,前后围、侧围在翻转台上焊接,之后直接进行翻转举升,向前推进合拢。其优点是定位准确,减少二次定位误差,缺点是结构较为复杂,两道工序在一个工位生产,工装占用时间长,只适合中小批量生产。焊好的车身有必要进行补件、打磨,并校正玻璃框和侧围。
焊接设备一般会用CO2气体保护焊,有高档客车公司采用氩气和CO2混合气体保护焊,其焊接的熔滴过渡形式是呈氩弧状的喷射过渡,电弧燃烧稳定,飞溅小,焊缝冲击韧性好,表面平整、美观。
全承载车身的蒙皮一般都会采用镀锌板材,加工方法基本采用机械涨拉焊接工艺,部分客车公司采用预应力涨拉粘接工艺,使外蒙皮更加平整。有公司采用车身侧蒙皮液压涨拉和自动双面双点焊接工艺及设备。采用大顶蒙皮自动滚焊和大顶蒙皮与骨架自动点焊设备。为了有利于加工及产品换型,车身的前后围采用玻璃钢材质制作已成一种趋势。
全承载车身骨架采用矩形管组焊,由于管壁薄,需要对矩形管进行内外防蚀涂装。防蚀涂层优劣直接影响到骨架的强度和常规使用的寿命,因此,要以有效的涂装工艺来满足产品性能的要求。全承载车身能轻松实现车身总成整体脱脂磷化喷淋或浸渍前处理。车身整体喷涂优良的底、面漆涂料作为外部防蚀涂层。车身骨架上主要部位的矩形管内腔用高压喷涂机注涂一定量的防护蜡来防蚀。车身底部下表面(除部分机械外)则喷涂一种常温固化且耐蚀性优良的涂料。车身内外蒙皮焊接后,焊接缝都需压涂密封胶,保护焊缝和钢板端面,使车身有良好的气密性、水密性和耐蚀性。
7月31日,上汽大众ID.4 X聪明款正式上市,官方指导价xx.xx万元-xx.xx万元,较老款最高便宜X万元。新车中控升级全新12.9英寸中控屏,适配MOS5.0系统,新增华为Hi car无线投屏及部分辅助驾驶功能。

7月31日,上汽大众ID.3正式上市,官方指导价12.9888万元-14.7888万元,较老款最高降3.4万元。新车换装12.9英寸中控屏,适配MOS5.0系统,取消灯光精灵,新增华为Hi car无线投屏及部分辅助驾驶功能。
7月31日,奥迪A6 e-tron家族全球首发,推出Sportback和Avant两种车型。前者将于2025年初在奥迪一汽新能源长春基地投产,参考Q6L e-tron,预计新车车长、轴距将大幅增加。
领克某体验中心销售表示,Z10将于8月12日开启预售,15日可到店试驾。新车基于400V和800V双平台打造,提供2种单电机和1种双电机可选。
据最新消息,比亚迪预计将于8月8日召开海豹07(即新海豹EV)和海豹07 DM-i上市发布会。海豹07基于e 3.0 Evo平台打造,可选装带激光雷达的智驾方案;海豹07 DM-i升级至第5代DM技术,燃油经济性和续航均有所提升。